|
|
Модернизация плоскошлифовальных станков 3Е711, 3Д711, 3Л722, 3Л724, 3Л725 и др.
 Суть модернизации плоскошлифовального станка состоит в полной замене электрооборудования на современное с использованием автоматики Schneider, установке сервоприводов фирмы Siemens для управления поперечной и вертикальной подачами, программируемого логического контроллера (ПЛК) для обработки данных и управления рабочими процессами, различных датчиков для контроля и управления исполнительными механизмами. Для задания параметров и режимов работы используется дисплей с сенсорным управлением, а также механический джойстик для управления в ручном режиме и задания привязок по всем осям.
Суть модернизации плоскошлифовального станка состоит в полной замене электрооборудования на современное с использованием автоматики Schneider, установке сервоприводов фирмы Siemens для управления поперечной и вертикальной подачами, программируемого логического контроллера (ПЛК) для обработки данных и управления рабочими процессами, различных датчиков для контроля и управления исполнительными механизмами. Для задания параметров и режимов работы используется дисплей с сенсорным управлением, а также механический джойстик для управления в ручном режиме и задания привязок по всем осям.
.Автоматизированая система управления поддерживает все штатные алгоритны предупреждения аварийных ситуаций:
- блокирующее отключение перемещений шлифовальной бабки и стойки при достижении ими крайних положений;
- исключена возможность включения работы в цикле при неисправности ЭМ-плиты;
- аварийный отскок шлифовального круга от изделия при движущемся столе в случае потери питания ЭМ-плитой или электродвигателем шлифовального круга;
- исключена возможность одновременного включения ручного и автоматического перемещений стойки;
- исключена возможность включения ускоренных вертикальных перемещений шлифовальной бабки вниз при вращающемся круге и движущемся столе.
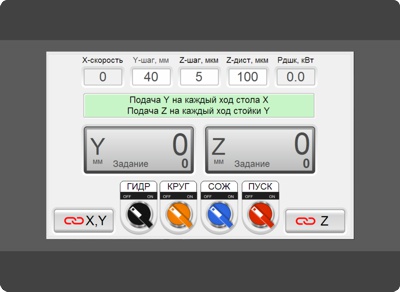
На панели оператора осуществляется контроль и задание следующих параметров:
-
Х-скорость движения стола в %, текущие значение и величина подачи по Y и Z, макс. подача по Z, мощность шлифовального круга;
-
задание конечных положений движения стола и стойки и привязка к ним;
-
подвод шлифовального круга к детали и привязка начального положения;
- выбор режимов поперечных и вертикальных подач в автоматическом цикле;
- задание количества выхаживаний по завершении цикла шлифования;
- управление запуском гидростанции, шлифовального круга, СОЖ и ПУСК/СТОП-цикла;
- отображение информационных собщений о режимах работы, сбоях или аварийных ситуациях;
- окно мониторинга входов и выходов ПЛК.
Оператору больше не нужно следить за режимами шлифования, теперь система управления шлифовального станка сама следит за нагрузкой двигателя шлифовального круга и при необходимости понизит подачи до оптимального уровня, обеспечивая максимальную скорость обработки и безопасность работы! По завершении цикла шлифования стойка и бабка вернутся в свои начальные положения, отключатся все двигатели и агрегаты.
Система контроля за температурой масла в гидростанции шлифовального станка оповестит о достижении предельных значений соответствующим индикатором, а также активирует систему охлаждения при ее наличии.

Панель управления шлифовального станка 3Л722 после модернизации

Электроборудование шлифовального станка 3Л722 после модернизации
Завод испытательных приборов и оборудования ("ЗИПО").
Юридический адрес: 352923, Россия, Краснодарский край, г. Армавир, ул. Новороссийская, 147, лит.Б.
Почтовый адрес: 352923, Россия, г. Армавир, а/я 1112.
Тел/факс: +7 (86137) 5-20-07, 7-60-87
WhatsApp, Telegram, MAX: +7(905) 403-62-97
e-mail: info@zipo.ru
Главная | О заводе